常见的超声波焊接方法以及超声波焊接线设计
常见的超声波焊接方法以及熔接口的设计
一.超声波焊接
超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。

超声焊接需要包含超声波发生器、超声波换能器、超声波变幅杆、超声波焊头等部件。
二.超声波焊接过程

1、超声波焊头对塑料表面施压
2、超声波焊头每秒20000到40000次振动
3、振动产生摩擦热使材料融化粘接
三.焊接类型
1.超声波埋植
超声波埋植指的是超声波焊头在压力下将金属零件挤入塑料孔内

2.超声波铆焊
超声波铆焊法指的是振动的焊头压制物品的突起处使其热熔为铆钉状,从而使两物体机械铆合

3.超声波点焊
超声波点焊指的是对于焊线不易设计的物体进行分点焊接,同样可达到熔接效果。

4.超声波成型

四.超声波焊接为什么要设计超声线及设计方法?
图1 无定形和半结晶聚合物所用的能量导向嚣的近似尺寸
此图所示的焊接接头是对普通能量控制接头设计的独特的改进.下面式件用一个粗糙或有纹理的表面改进.将会提高焊接质量,焊接强度和焊接完成的容易程度.其它许多有纹理的接头外形也是可行.
溢料问题可通过把溢料污染槽引入接关设计中而降低,为安全,一般溢料槽设计至少10%的过度体积容量.

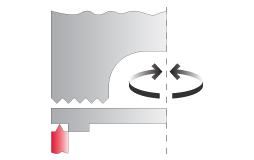
紧压接头:为了使溢料形成的可能性最小,紧压接头设计的目的是阻挡熔体或将熔体保持在熔区内.紧压接头对半结晶的塑料材料如尼龙是有用的.因为接关结构更复杂,紧压接关所需的制件配合公差相对严格.与三角能量导向嚣焊接相比,较大的接头结构也需要附加振幅和焊接能量.典型的紧压焊接几何结构如图2所示.
制件找平
简单对接没有任何措施解决制件相互找平或对中.制件找平更适于用模塑定位销或双头螺完成.而z形接能自动找平,且在使用时耐拉伸且改进了搞剪切负荷性.并能消除外部溢料.
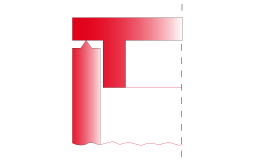
图3超声焊接工艺用的典型z开接头设计
(a)焊接前的z接头: (b)焊接后的z形接头:(c)改进的
z形接头:台阶附带肩部掩盖了不平性,结果使外观改进
*槽舌接合不但提供了剪切强度而且提供了拉伸强度.这种接合是自对中的,接合区域的壁厚必须相对大以适应槽舌接合设计.另外,制件公差要求相对严.间隔加强筋改善了接头找平.
图4 超声焊接机工艺用的典型槽舌接合设计
*剪切接头
当焊接半结晶聚合物(或其它难以焊接的聚合物)和需要密封接头号时,一般推荐使 用剪切接。需要高强度,高质量接碚的环形和矩形制件都用剪切接头。剪切接头号具有搭接制件壁部分,当接头被焊接和相互依次嵌入时,搭接部分产生公差和局部剪切。为了促进制件找平,接头包含了调节部分。为了集中熔融能量,一边上的阻碍物的顶角在初始接触面上降低。因为融化材料的温度在整个接触面上保持一致,制件被焊接时,两表面熔融均匀。深度为1.0-2.0mm的使用0.13-0.5mm范围内的公差值。为了防止在焊接过程中由于公差而产生的外部侧壁翘曲,垂直的制件应尽可能浅,但在一边用剪切制件改进的槽舌接头可与较深的拉伸制件一起使用,提供中壁接头,它使由于公差而产生的侧壁翘曲最小。
如图5所示。
(a)焊接前的部件;
(b)焊接后的部件图5典型的超声焊接剪切接头设计和典型的中壁组装剪切接头设计
1-槽舌剪切接头:有助于阻止部件向内弯曲;
2-支撑夹具:目的是在焊接过程中阻止下面部件壁向外弯曲;
3-上面的部件;
4-下面的部件
*斜坡接合
斜坡接合设计也可为无定形和半结晶聚合物提供高强度密封接头。斜坡接合是自固定的且最适合小尺寸的圆形或椭圆形制件。斜坡接合的焊接能量要求很高
图6 超声焊执着用典型的斜坡接合设计
(a)斜坡接合; 改进的斜坡接合(附加公差)
溢料槽;2-夹具
斜坡接合具有30-60度的角且应该在内装配。为附加的熔区材料厚度增加的0.10-0.25mm的公差产生焊缝和溢料。当从功能或审美上不能接受溢料时,就使用收集器。
*带嵌入密封装置的焊接 用嵌入的弹性密封圈或韧性垫圈也可获得可靠的密封。
如图7所示接头制件装有一个弹性环,以改善用超声焊接接合可达到的密封安全性,或在连续的周边焊接不可能的情况下使用。
图7 超声焊接制件通常需要密封接头
1-;能量导向器;
2-;弹性密封
*电栓焊; 超声焊接设备也可生产电栓焊和销套触点焊接。在不需要密封接头的应用中,销套接头可用来连接相同的塑料材料。
上图为超声焊接设备可形成销孔型剪切接头
1-溢料收集器;2-焊接前;3-焊接后
*超声铆焊; 超声焊接的变异是超声铆焊.即把一个热塑性制件固定在另一个不同材料的制件上的方法.铆钉或凸台在底部应该 有十分大的半径或圆角,以防裂纹或熔融.为了集中超声能量,凸台的顶端应该设计成与焊头的初始接触最小。凸台顶部可以是平的或圆锥形的,半结晶或填充的聚合物以圆锥形的较佳。超声铆焊的完整性取决于铆钉和焊头之间的精确容量关系。
![]()
图9超声焊接设备可生产铆焊或各种结构
1.6mm的铆钉;2-尖锥触发熔融;3-14.0mm的铆钉
*标准铆焊; 直径在1.6-4.0mm这间的平头铆钉。刚性和柔性的不耐磨热塑性塑料推荐使用标准外形。
*半球形铆焊 直径小于1.6mm的铆钉建议用在半球形铆焊上。对耐磨塑料是合适的。
*溢流式铆焊; 溢流式铆焊用在要求表面为平的或隆起的及锁信制件的厚度被允许使用的应用中。
*空心铆焊; 直径大于4mm的凸台或铆钉去芯后可生盲孔凸台。
如图10所示
当啮合制件中不允许有通孔时,超声焊接设备也能形成机械互锁。模制塑料铆钉(与用于铆焊的类似)和在啮合制件中的盲倒角可形成以公差为基础(假设带倒角的制件不融化)的真正的机械接合。
![]()
图10 用超声焊接形成机械互锁的示例
1-带软化和变形铆钉的热塑性部件;2-具有倒角的啮合部件;3-超声波焊头
的材料因素; 超声焊接操作适合于多数热塑性材料。
1无定形聚合物,特别是室温下外于玻璃态的无定形物,通常是焊接工艺的好的候选材料。玻璃态无定形聚合物具有良好的透射性能,允许用看近场和远场焊接技术成功焊接。当材料较软时,开定形材料的超声焊接就成问题。如:焊接高冲击ps将比焊接通用ps一般需要更多能量和附加振幅。
2半结晶聚合物一般更难用超声能量焊接.增加由焊接体系发射的能量值(即增加振幅);缩短焊头/制件接触面与接头接口间的距离;使用近场超声焊接技术;使用振幅高达0.05-0.15mm的焊头.这些高焊接振幅需要使用钛焊头.当需要高强度、密封组装时,剪切接头和斜坡接合对半结晶聚合物都适用。
3焊接吸湿性聚合物:模塑后马上焊接制件(在它们仍是干燥时);焊接前干燥制件;焊接前把制件存放在干燥器内。
※影响焊接性能因素
树脂结晶和非结晶状态
脱模剂、含水率、润滑油、颜料、塑化剂、树脂等级、填料
※适用材料
超声波焊接是一种快速、坚固、干净和可靠的塑料和金属连接工艺。用于热塑性胶片和板的链接,大多数金属都可以进行超声焊接。
适用的塑料
超声波塑料焊接可用于所有热塑塑料。在为部分结晶塑料制成的工件开缝时必须注意,这种塑料类型所采用的焊接方式与非晶态塑料的焊接方式大相径庭。
PS、ABS、Acrylic、ABS、SAN、PMMA、PC-ABS Blends、 Polycarbonate/PC、PC-ABS Blends、PPS、Polysulfone/PSO、PVC、ASA、PPO、PC-PBT Blends、Polyester、Ryton、PET、Polyamide Co-polymer (Nylon 6-3-T)、Valox Polyamide/Nylon 6、Polyamide/Nylon 6/6、PBT、PP、PE、Polyacetal、Ultem(PEI)
※超声波焊接的一般特征
连接尺寸:受限
最大厚度(mm):聚合物:0.1~3;金属 :0.01~10
不同材料可以连接
处理温度范围(℃)):聚合物 100~250;金属 300~600
※超声波塑料焊接的应用举例
自动化、仪表、医药、纺织和玩具业。

铆接

在内衬、仪表盘、座椅和保险杆上的点焊、铆接和压接。
扭转焊接
此方法是一种类型的高频摩擦焊接。振动被切向施加
纸盒(饮料)

超声波密封可以有效地满足所有涂层纸盒材料的需要。
超声波镶边

例如在金属加工中,塑料制成的模制件也可以镶边。
嵌入金属零件

借助超声波能够将螺纹嵌件、螺纹栓、金属线或者其他金属部件嵌入到热后可塑性合成材料里。
杯子、碗、盘子和浮泡

包装开包技术在客户的产品验收中越来越重要。
焊接
超声波线的功能是,讲所有能量集中到一起,然后很快将两个焊接面熔接在一起。
点焊接

点焊主要使用在,没有焊接接头的平模具焊接。
袋子焊接的其它功能

特殊包装袋的许多可能性:管、阀门、开口和纸盒标签等等
超声波焊接案例拼图
※超声焊接适用产品
1、电器工程、电子学、照明工程、通讯业
焊接:插头、电线插头、接触簧片、插座、电线卷轴、线轴、接触件、荧光管盒、电动熔断器、继电开关、插头注塑件、印刷电路板、保险丝盒、挤出线轴上的注塑成型的杆把手、电缆线圈、灯座、照明电池、手电筒壳、限位开关、信号灯、发话器-舌片-分离器-插头。
铆焊:分压器、电线插头的金属插件、保险丝开关、印刷电路板、插头。
卷边焊、填充焊:电线固定夹、接触盒的金属插件、照明电池、插座、接触簧片、带固定连接的线轴、金属轮的塑料底盘。
埋植:电路导线、外壳的螺纹嵌件。
2、收音机、电唱机、电话机、立体声
焊接:录音机磁带、立体声及磁带录音机部件、扬声器部件、耳机。
铆焊:电唱机探头。
埋置焊:录音电话机底座的螺纹嵌件。
3、摄像机、照相机、光学元件
焊接:幻灯相片框、显像盒、胶卷滚轴、盒式磁带、立体闪光灯、照相机和小型摄影机外壳、放映机、双目看远镜外壳
铆焊:幻灯机底座
埋置焊:幻灯机底座。
4、工程学、精密工程学、计算机装置、办公用品
焊接:检测玻璃密封件、防潮装置、水分离器、混合阀控制器、计算机装置把手、钟罩、墨水瓶、自动铅笔、圆珠笔、钢笔、打字机机壳。
卷边焊:游戏机盘、金属轮塑料盘、滚珠和滚柱轴承分离器。
铆焊:钳子、打字机、高尔夫球。
5、家居用品
焊接:住宅、门把、咖啡壶上的吸管及带塑料环的金属支座、电慰斗、上的把手及水壶、冷气箱的分隔盘、分离器盖的过滤器、食品加工机的功能件、吹风机、吸尘器的喷嘴及附件、打火机。
卷边焊:咖啡过滤器(织布或金属滤网)。
埋置焊:吹风机叶轮的轴承刷。
6、交通运输
焊 接:反光镜、顶灯、尾灯、自行车后反光镜、三角警告牌、路标牌、遮阳板、机动车及助动车的内外镜、按钮及开关、排气喷嘴、汽车仪表板、行李箱、镶板挡板、 轿车及卡车的车标、喇叭罩、汽车电器元件、冷却水系统用阀、保险杠、安全带锁紧装置、安全带、收音机屏、中心锁紧装置的附件。
铆焊:汽车挡泥板、仪表板框、车门锁紧装置功能件。
卷边焊:内外镜、BOWDEN电线端盖、叶片、透风机的风门片的调节杆。
埋置焊:汽车仪表板的螺纹衬套和销钉、方向盘。
7、家具行业
焊接:桌腿、按钮、家具把手。
铆焊:焊接功能件
埋置焊:家具配件的螺纹嵌件及螺丝。
8、体育、休闲、业余爱好用品、玩具
焊接:滑雪橇、滑雪眼镜、玩具外壳、玩具部件、玩具火车装置、玩具汽车等、水箱。
铆焊:便携刀把手
9、运输、医药设备、化装品
焊接:广口瓶或其它盛冰激凌的容器等、电动牙刷轴、电动牙刷容器、管头及管帽、化装品包装容器、盖子、带注塑成型喷管的吹塑成型容器、酸奶瓶及盖子、输血用针剂、人造肾、生物用过滤器、柔性容器的螺纹口。
卷边焊;化装镜、针剂插头。
10、其它超声波焊接机
缝焊:织布的缝接、拉伸织布的缝接、人造无机织物棉被的打褶了。
;){kind=link}
;){kind=link}